 Fábrica de refractarios de Rongsheng
Fábrica de refractarios de Rongsheng
Causas y contramedidas de daño fundible del quemador de carbón pulverizado en el horno rotativo de cemento
En las líneas de producción de cemento de nuevo proceso seco moderno, El equipo del sistema está aumentando constantemente, La salida de Cement Clinker se ha duplicado, La carga en los materiales refractarios utilizados en el sistema también está aumentando, y las condiciones de uso se están volviendo cada vez más duras. Sólo los materiales refractarios de alto rendimiento pueden garantizar el funcionamiento normal de los equipos de producción.. Los moldes en el área del quemador están sujetos a la violenta erosión del flujo de aire polvoriento a alta temperatura., y la temperatura en esta zona cambia dramáticamente. La concentración de vapor alcalino en el gas es alta., y los moldes son propensos a agrietarse y pelarse, lo que resulta en una importante reducción de la vida útil.
Daño al material moldeable en el quemador.
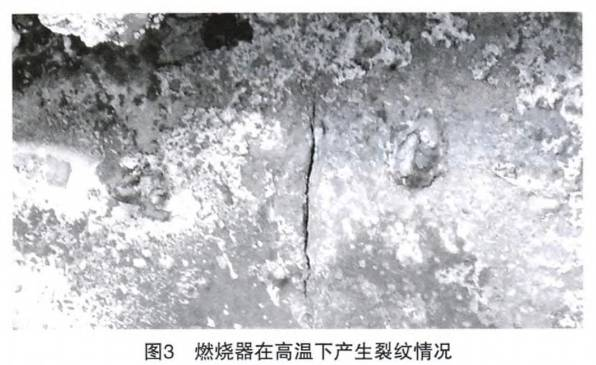
Normalmente, el moldeables del quemador se dañará en diversos grados después de trabajar durante 3 a 4 meses. Bajo la acción del estrés térmico y el estrés mecánico., Las microfisuras en los moldes continúan expandiéndose y extendiéndose., resultando en descamación moldeable. El siguiente es un análisis de las causas del estrés térmico y del estrés mecánico..
1. Efecto del estrés térmico
El quemador del horno rotatorio está ubicado en la boca frontal del horno., y la temperatura ambiente de trabajo es de aproximadamente 600 ℃ ~ 1300 ℃, que es alto y tiene un amplio rango de fluctuación. Dado que el quemador de carbón pulverizado moldeable es un mal conductor del calor., la diferencia de temperatura conduce a diferentes coeficientes de expansión térmica, Y aparecerán grietas en las piezas calentadas de manera desigual después de un período de uso..

Además, Se adopta una construcción horizontal durante el proceso de construcción moldeable.. Por el efecto de la gravedad., Inevitablemente habrá diferencias entre los calcinables en las partes superior e inferior del cilindro.. Las diferentes densidades provocan una conducción de calor desigual y son propensos a agrietarse..

2. Efectos del estrés mecánico.
El enfriador de parrilla inyecta aire secundario a alta temperatura al horno rotatorio desde la parte inferior del quemador de carbón pulverizado.. Esta parte del aire secundario transporta más o menos polvo de clínker., lo que provoca gran erosión en la parte inferior del quemador de carbón pulverizado.. Esto hace que las grietas crezcan gradualmente., e incluso exponer los anclajes internos. Las piezas soldadas de los anclajes se derretirán a altas temperaturas., y los anclajes caerán junto con los hormigones debido a la gravedad, exponer la carcasa metálica del quemador. Sin la protección de los castables, el quemador es propenso a agrietarse a altas temperaturas. Una vez que se producen grietas y se producen fugas de aire, el quemador ya no se puede utilizar.
Contramedidas para daños por fundición del quemador de carbón pulverizado
1. Método de construcción moldeable
Debido a las condiciones limitadas de construcción en el sitio, La construcción horizontal de castables tiene las ventajas de la comodidad., velocidad y ahorro de costes, por lo que es adoptado por la mayoría de las unidades de construcción.. Sin embargo, debido a la gravedad, Los castables construidos horizontalmente definitivamente tendrán diferentes grados de densidad desigual hacia arriba y hacia abajo., y será más probable que se deforme y se caiga en el horno rotatorio.. Por lo tanto, se recomienda utilizar construcción vertical, lo que significa usar equipo de elevación para levantar todo el quemador verticalmente al suelo para verterlo.. Este método de vertido puede hacer que la densidad del moldeable sea más uniforme y que la cabeza se vierta con más fuerza.. Método de construcción
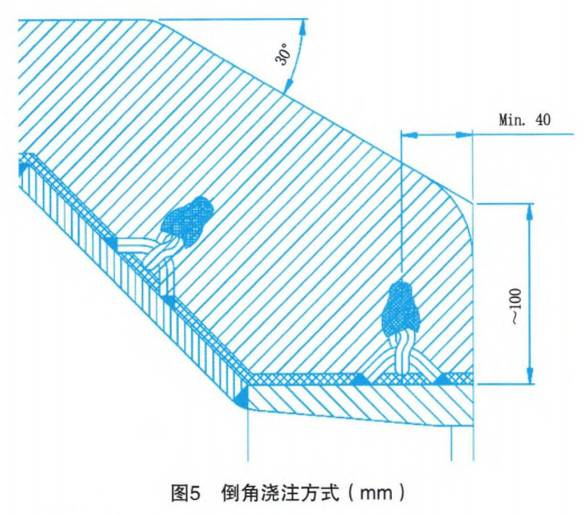
2. La forma del material de fundición del cabezal del quemador es achaflanada.

En el flujo de aire dentro del horno rotatorio., el lado exterior del aire primario generado por el quemador de carbón pulverizado es propenso a generar un flujo de vórtice, y el flujo de aire hará que un poco de carbón pulverizado se adhiera al cabezal del quemador de carbón pulverizado., resultando en coquización. A medida que la coquización aumenta y se extiende gradualmente, interfiere con la forma de la llama, lo que resulta en una temperatura desigual en ambos lados del quemador. Por lo tanto, El quemador de carbón pulverizado no se puede moldear simplemente en forma de barril.. Cifra 4 muestra una forma de barril simple. En cambio, debe ser moldeado en un chaflán (recomendado 30°~40°). El método de fundición en chaflán puede reducir de forma sencilla y eficaz el fenómeno de la coquización..
3. Disposición del ancla
Todos los anclajes se sueldan de forma alterna vertical con una distancia de 150 mm.. Generalmente, Los fabricantes agregarán tapas de plástico a los anclajes.. Si se pierden las tapas de plástico, serán reemplazados por una capa de asfalto. No deben estar en contacto directo con el moldeable.. antes de verter, todos los anclajes y todas las superficies deben encerarse para evitar que el moldeable se dañe por la expansión térmica del quemador..
4. Selección y dosificación de hormigones.
El moldeable se selecciona según el principio de resistencia al desgaste a altas temperaturas., resistencia al desconchado, y peso relativamente pequeño (el peso del quemador de carbón pulverizado en voladizo está estrictamente controlado). Porque el extremo frontal inferior del quemador de carbón pulverizado moldeable es muy fácil de usar, se recomienda agregar SiC u otros materiales resistentes al desgaste a altas temperaturas. Controlar estrictamente la cantidad de agua utilizada en la construcción.. Se recomienda que el consumo de agua sea inferior a 8%, dependiendo de los requisitos específicos del modelo refractario utilizado. Bajo la premisa de asegurar el desempeño de la construcción, La cantidad de agua añadida debe controlarse estrictamente., y es mejor ser menos que más.
5. Retención de juntas de dilatación
Se debe dejar una junta de dilatación cada 1 m en dirección circunferencial del calcinable del quemador de carbón pulverizado., y 2 a 4 Las juntas de dilatación deben dejarse en dirección axial. (juntas al tresbolillo). El ancho de la junta de dilatación es de 10 mm., y la junta de dilatación se rellena con manta de fibra cerámica.
WeChat
Escanea el código QR con wechat